AI applications in manufacturing are becoming a leading trend that helps businesses optimize operations. Applying AI not only improves productivity and reduces costs but also enhances product quality and ensures workplace safety. This article introduces in more detail how AI is being applied in manufacturing.
1. Major manufacturing challenges solved by AI
In manufacturing, companies often face challenges such as quality control, lack of skilled labor, and rising energy costs. With the rapid growth of technology, AI brings useful solutions to address these problems.
1 - Lack of real-time defect detection in production
Challenge: In high-speed production lines (for example, more than 1,000 products/hour), manual inspection may miss defects due to fatigue or repetitive tasks, making it hard for workers to stay fully focused. Many minor errors are only detected after the product is completed, leading to costly repairs or recalls.
AI solution: AI uses machine vision combined with high-speed imaging to scan components, panels, and products in real time. When it detects defects (such as scratches, cracks, misalignment, or structural errors), AI software can immediately send alerts or automated signals to stop the process and prevent defective products from moving further.
Example: Samsung uses an AI-powered system on the assembly line to detect misalignment in steering wheel or bolt installation. The system identifies errors right away before moving to the next step, avoiding reassembly or disassembly later, which saves time and effort.

2 - Quality control limitations
Challenge: Quality control often depends on human judgment, which can be subjective and inconsistent. Some defects in size, angle, or material may not be detected in time, leading to rework, product returns, or even damage to brand reputation.
AI solution: AI applies trained machine vision models to classify defects, detect size deviations, angles, shapes, or material issues, and continuously learn from real production data to improve accuracy. Automated inspection systems can check 100% of parts (raw materials, semi-finished items, or final products), record inspection data, and trace the cause of frequent errors.
Example: Foxconn – the world’s largest electronics maker, uses AI-powered machine vision to check printed circuit boards (PCBs). The system helps Foxconn find missing or wrong parts much faster than workers, cutting repair costs and reducing faulty products.

3 - Assembly errors in manufacturing processes
Challenge: Assembly involves many parts and complex steps that can lead to mistakes, such as misplacement, missing screws, misalignment, or poor fitting. If errors are detected too late, fixing them becomes costly and time-consuming.
AI solution: AI checks assembly by comparing real-time conditions (images, sensors) with standard designs (bill of materials or benchmark models). The system detects deviations or missing parts immediately, issuing alerts or stopping the line for correction before multiple defective products are produced.
Example: In its car plants, BMW uses AI camera systems to check the fitting of bolts, screws, and steering wheels. If a part is missing, the AI gives an alert at once so the mistake can be fixed before the car is finished, avoiding mass defects.

4 - Labour shortages & workforce productivity
Challenge: Many companies face problems when skilled workers retire, while new employees need time for training. In addition, production lines still have many repetitive and time-consuming tasks. This reduces overall productivity, and in positions that require complex skills, the lack of experience of new staff often leads to a higher error rate.
AI solution: AI combines automation and collaborative robots (cobots) to handle tasks such as assembly and calibration, reducing physical strain and skill requirements for workers. At the same time, AI supports training through instructions, videos, or feedback images, helping workers adapt faster. AI can also check results together with workers, ensuring correct decisions are made.
Example: Bosch – the company uses cobots (collaborative robots) to support workers in assembling small parts. Cobots take on heavy or repeated tasks, while workers focus on checking product quality. New staff at Bosch also train faster thanks to AI-based training with AR/VR.

5 - High energy consumption & sustainability pressures
Challenge: Industrial production consumes a lot of electricity, generates emissions, and wastes materials. Defective or excess products not only raise costs but also harm the environment. Businesses must meet stricter sustainability standards while reducing carbon footprints.
AI solution: AI analyzes real-time data on energy use to identify points. The system suggests adjustments to production parameters (such as temperature, pressure, or speed) to optimize energy use and reduce waste. AI also supports scrap management and predicts when machines need maintenance to avoid energy loss from poor performance.
Example: Siemens – the company applies AI energy systems in its steel and chip factories. AI tracks how much power is used in furnaces and cooling systems, then adjusts activity to cut waste and lower CO₂. This helps Siemens reach its net-zero emissions goals.

2. Use cases of applying AI in manufacturing
AI not only solves problems but also creates new value in production. The following use cases show how AI works in practice and brings benefits to businesses.
1 - Predictive Maintenance:
How AI works: AI collects data from machine sensors (temperature, vibration, sound, pressure, etc.) and uses machine learning models to analyze unusual patterns. When early signs show that equipment may fail or break down, the system gives alerts or suggests scheduled maintenance to avoid production interruptions.
Example: Frito-Lay and PepsiCo factories use predictive maintenance to reduce unwanted downtime, helping plants increase total operating hours by up to 4,000 hours each year.
2 - Quality Control via Computer Vision & Machine Learning:
How AI works: AI uses computer vision to see and analyze product images during production. The ML model is trained on datasets of standard products and defect samples. It compares real images with standards to detect defects such as cracks, surface errors, wrong sizes, or misalignment. When a defect is found, the system can alert operators or remove faulty products immediately.
Example: Samsung applies robots and automated cameras to inspect 30,000–50,000 small components, ensuring each meets standards before moving to the next assembly step.
3 - Supply Chain Optimization:
How AI works: AI and ML analyze data related to supply and demand, delivery times, inventory, and past orders to forecast demand and allocate materials. By modeling different scenarios such as supply fluctuations, shipping costs, or weather, AI helps optimize delivery schedules and purchase planning, avoiding shortages or excess stock.
Example: A company uses AI-powered demand forecasting tools to reduce high inventory levels and storage costs, while improving on-time delivery.
4 - Generative design:
How AI works: Generative design uses machine learning algorithms, especially optimization and generative algorithms, to create multiple design options that meet engineer-set inputs such as material, size, weight, cost, durability, and production process. Designers then choose the most suitable designs.
Example: Airbus uses generative design to reduce aerodynamic simulation time from about 1 hour to only 30 milliseconds, allowing more design variations to be tested in the same time.
5 - Safety Monitoring:
How AI works: AI combines sensors, cameras, and wearable devices to monitor the work environment and workers’ conditions. It can detect risks such as chemical exposure, machines operating beyond limits, slips, or collisions. When risks are detected, the system sends real-time alerts or intervenes to reduce workplace accidents.
Example: Factories use sensors, robots, or automated systems to monitor safety, helping reduce accidents and improve compliance with safety regulations.
6 - Price forecasting of raw material:
How AI works: AI uses historical data on raw material prices, shipping costs, market changes, and macroeconomic information to build price forecasting models. With accurate forecasts, businesses can plan material purchases at the right time, sign long-term contracts, or adjust production when needed.
Example: AI software provides more stable forecasts of raw material prices compared to manual predictions.

3. Best AI tools for manufacturing
To apply AI effectively in manufacturing, businesses need to choose the right tools. Below are leading AI solutions that many factories are using, delivering clear results.
3.1. AI tools for predictive maintenance and asset management
To improve equipment availability and reduce maintenance costs, many companies use specialized AI tools for predictive maintenance and asset management. The following section highlights some top tools, their key functions, and real benefits.
1 - IBM Maximo Application Suite:
IBM Maximo is an enterprise asset management (EAM) platform that integrates predictive maintenance, IoT, and AI to predict the condition of machines and equipment.
Functions/Benefits: Collects data from sensors and operation history to calculate asset health scores; supports maintenance planning before major failures occur.
2 - Siemens Mindsphere
MindSphere is an industrial IoT ecosystem developed by Siemens. It connects physical devices with a digital platform to collect data, analyze, and predict equipment failures using AI/ML.
Functions/Benefits: Analyzes multi-source data, detects faults early, uses digital twin simulation to optimize maintenance, integrates with Siemens and third-party devices, reduces downtime, and increases equipment reliability.
3 - Uptake:
Uptake is an industrial AI solution focused on equipment data analytics, anomaly detection, and failure prediction for large manufacturers.
Functions/Benefits: Monitors equipment, provides early warnings, prioritizes maintenance by risk, offers a user-friendly interface, flexible API integration, and fast deployment for immediate results.
3.2. AI tools for quality control and computer vision
Product quality is one of the key factors in brand reputation and production cost. The AI tools below for quality control and computer vision show how to automate defect detection and product classification faster and more accurately.
1 - Cognex ViDi Suite:
Cognex ViDi Suite is deep learning software for industrial machine vision, designed to handle complex tasks such as defect detection, classification, and character reading.
Functions/Benefits: Includes tools for positioning, classification, defect detection, and character recognition. Works reliably even with changes in lighting, angle, or image noise, while greatly reducing setup time compared to traditional vision systems.
2 - Landing AI:
Landing AI is a deep computer vision platform that allows users to build, train, and deploy defect detection models in production, especially suitable for non-experts in machine learning.
Functions/Benefits: Shortens the time from image data to model deployment, supports cloud/edge, enables continual learning to adapt to real-world conditions, reduces defects, and improves inspection accuracy.
3 - Elementary
Elementary is an AI vision inspection system designed for manufacturing, integrating both software and hardware for automated quality control.
Functions/Benefits: Automatically learns quality standards, detects defects quickly, supports high-speed monitoring, reporting, traceability, and scalability, helping reduce defects and increase production throughput.
3.3. AI tools for supply chain and production optimization
With fast-changing markets and rising costs, companies need AI tools to optimize supply, production, and inventory flexibly. The following applications show how AI supports more efficient supply chain and production management.
1 - SAP Integrated Business Planning (IBP)
SAP IBP is a cloud-based solution that integrates demand-supply planning, forecasting, inventory management, and “what-if” analysis. It uses real-time data with AI/ML to support decision-making in the supply chain.
Functions/Benefits: Improves forecast accuracy, detects data exceptions, optimizes inventory, and simulates scenarios to quickly respond to supply chain changes.
2 - Blue Yonder Luminate Platform
Blue Yonder Luminate is an AI & ML platform designed to manage the entire supply chain from raw material suppliers to final delivery, with forecasting, execution coordination, and prescriptive decision-making.
Functions/Benefits: Provides real-time visibility, predicts disruptions, and supports optimal decisions to reduce costs, avoid shortages, and prevent excess inventory.
3 - Plex Systems (a Rockwell Automation company)
Plex Systems is Rockwell Automation’s Manufacturing Cloud SaaS platform, offering modules for ERP, MES, Quality Management, and especially Supply Chain Planning (SCP) to synchronize production and inventory data.
Functions/Benefits: Delivers real-time factory data, synchronizes supply and demand, automates production planning, reduces waste and inventory, and improves on-time delivery.

3.4. AI tools for generative design and product development
Below are AI tools that support creative design generation, resource optimization, and flexible adaptation to changes in manufacturing.
1 – Autodesk Fusion 360
Autodesk Fusion 360 is an integrated design platform (CAD/CAM/CAE) that supports generative design, allowing engineers and designers to input criteria such as materials, manufacturing methods, performance limits, and constraints to automatically generate multiple design options with AI.
Functions/Benefits: Fusion 360 helps reduce product weight, save materials, quickly test multiple design options, and evaluate both manufacturability and environmental impact.
2 – Dassault Systèmes CATIA
Dassault Systèmes CATIA is a powerful CAD/CAM/CAE/PLM software suite by Dassault Systèmes, providing both shape design modules and generative design solutions integrated into the 3DEXPERIENCE platform to produce complex designs.
Functions/Benefits: With generative design, CATIA automatically generates multiple options that meet technical constraints, resulting in lighter designs, fewer assembly parts, higher performance, and faster testing of complex models.
3 – PTC Creo Generative Design Extension (GDX)
PTC Creo GDX is a generative design plugin on the cloud, automatically generating multiple optimized options based on material limits, processes, mechanical requirements, and costs.
Functions/Benefits: GDX helps engineers quickly create production-ready designs, compare performance – cost – materials, shorten development, reduce testing costs, and ensure feasibility with real manufacturing processes.
4. Case Studies: Apply AI solutions in manufacturing in Vietnam
The success of AI/IoT in manufacturing has been demonstrated through real-world projects. The following case studies will show you how manufacturers have applied AI to optimize processes, increase productivity, and achieve clear success.
4.1. Environment Monitoring Solutions with IoT Technology
Initial challenge: In manufacturing or swiftlet farming environments, conditions such as temperature, humidity, and air quality fluctuate, affecting the health of swiftlets and the quality of bird’s nests. Manual monitoring is not fast enough and often delayed when incidents occur.
Applied AI/IoT solution: TMA Solutions deployed an IoT sensor system to monitor environmental indicators (temperature, humidity, CO₂, etc.) in real-time in bird nest houses/farming environments. The system automatically sends alerts when indicators exceed permissible thresholds and allows remote access for timely adjustments.
Results: Thanks to this solution, farm owners/bird nest house owners can react quickly to environmental changes, minimize losses caused by adverse conditions, maintain better bird nest quality, and reduce operating costs by limiting manual intervention.
You can see more details at our case study: Environment Monitoring Solutions with IoT Technology
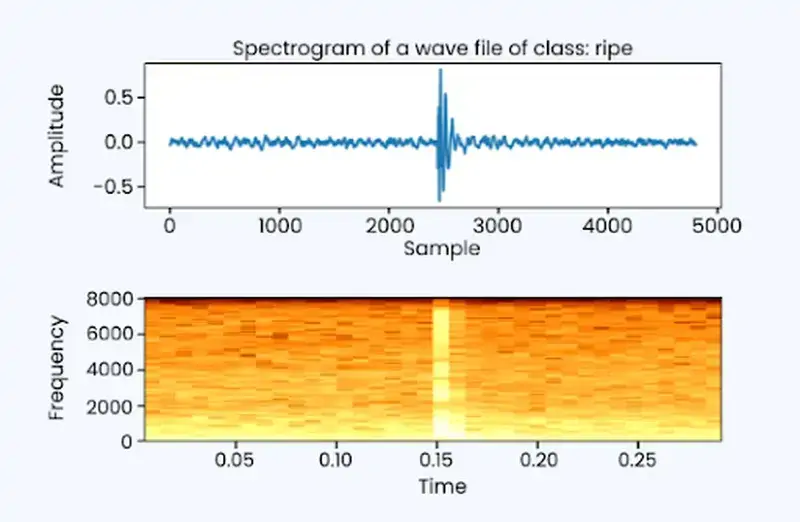
4.2. Durian Quality Control Solution - Ensuring Optimal Ripeness and Quality with AI Technology
Initial challenge: Many durians are harvested with uneven ripeness, leading to inconsistent fruit quality and waste if fruits are either underripe or overripe when reaching customers. Manual ripeness inspection is slow, subjective, and error-prone.
Applied AI/IoT solution: TMA Solutions implemented a system combining sensors, sound analysis, and image recognition to evaluate durian ripeness. When the sensor “taps the durian,” the system records sound feedback, and AI analyzes the sound and image patterns to determine ripeness, classify quality, and support harvest decisions.
Results: Thanks to this model, durian producers can harvest at the right time, reduce the rate of low-quality fruits, enhance commercial value, and cut waste and manual inspection costs.
You can see more details at our case study: Durian Quality Control Solution - Ensuring Optimal Ripeness and Quality with AI Technology
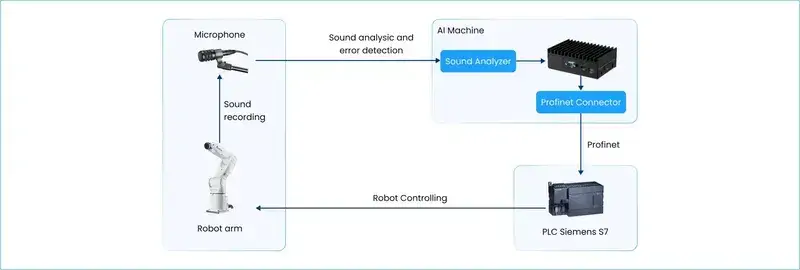
4.3. AI sound-based fault detection system in manufacturing
Initial challenge: In valve manufacturing, detecting mechanical, screw, or pressure faults by visual inspection or human perception is often slow. By the time abnormal sounds are noticed, defective products may have already passed through multiple stages, causing waste and machine downtime.
Applied AI/IoT solution: TMA Solutions developed a sound analysis system to monitor noises during valve tightening or equipment operation. Microphones capture sounds, and AI models are trained to classify normal versus faulty sounds. The system then issues alerts or automatically removes products that are about to fail.
Results: With this system, valve factories can reduce defective products at an earlier stage, improve productivity by minimizing rework/returns, achieve more stable quality control, and lower downtime.
You can see more details at: Case Study: AI Sound-Based Fault Detection for Manufacturing
4.4. T-Fanonly - Fan Fault Detection
Initial challenge: Cooling or ventilation fans in production lines or auxiliary equipment may face issues (worn bearings, shaft misalignment, abnormal vibrations). If not detected in time, these can cause noise, reduce cooling efficacy, damage nearby components, or increase electricity consumption.
Applied AI/IoT solution: TMA Solutions developed the “T-Fanonly” solution integrating sound and vibration sensors to capture data during fan operation. AI analyzes the sound and vibration patterns to detect fault signals such as excessive vibration or abnormal noise. The system provides early warnings for maintenance or part replacement before the fault spreads.
Results: Thanks to “T-Fanonly,” factories can reduce fan-related incidents, save on emergency maintenance costs, extend equipment lifespan, lower electricity consumption due to more efficient fan performance, and improve workplace noise levels.
TMA Solutions is one of Vietnam’s leading technology enterprises, with more than 28 years of experience and a team of 4,000 software engineers working in 7 countries. In the manufacturing sector, TMA develops advanced AI solutions to help enterprises optimize processes—from predictive maintenance, automated quality control, to real-time production data analysis.
5. How TMA Solutions helps manufacturers transform
Experience and scale: TMA Solutions has 28 years of development in the technology sector, with a team of over 4,000 talented engineers and offices in 7 countries, serving clients from more than 30 countries.
TMA owns a Software Development Center, Innovation Center, Data Center, and Research & Technology Transfer Center at TMA Innovation Park in Binh Dinh, attracting hundreds of data scientists and data engineers to research, experiment, and transfer new technology solutions.
Technologies TMA applies in manufacturing:
- TMA provides and applies solutions in AI, IoT, Data Science, Big Data, Blockchain, and integrates equipment management systems (CMMS/MMS) to support smart manufacturing.
- Image recognition, sound analysis, environmental sensing, and GIS (Geographic Information System) technologies are applied to monitor environments, control quality, predict maintenance, and detect pests or equipment faults.
TMA’s AI implementation process:
Step 1: TMA works with clients to identify business goals, collect available data, and determine the production issues to be solved with AI.
Step 2: The R&D team assesses technical feasibility, builds a prototype/PoC (Proof of Concept), and proposes a deployment roadmap.
Step 3: TMA builds AI models, trains them with real-world data, and integrates them into existing production systems or IT infrastructure.
Step 4: Testing, simulation, and performance optimization are conducted to ensure AI models meet standards of accuracy, safety, and data security.
Step 5: Deployment into real production environments with monitoring dashboards and supervision tools.
Step 6: Maintenance and model upgrades are carried out based on new data and evolving requirements.
6. Challenges and considerations for manufacturers
To adopt AI effectively, manufacturers need to recognize key challenges and critical factors during implementation.
- Shortages of skilled labor: Many factories lack a workforce with advanced skills in AI/ML, IoT, and data. Aging workers are retiring while fewer young professionals are entering the field. Skill shortages lead to wasted time and costs in retraining or waiting for suitable talent. Manufacturers should establish clear upskilling/reskilling programs, provide internal training or partner with training centers, prioritize AI tools that are user-friendly for new workers, and weigh training costs against long-term benefits.
- Safety, security, and responsible use of AI: AI in manufacturing processes sensitive data and controls automated machinery, while OT/IoT systems are vulnerable to cyberattacks. Without transparency and accountable management, risks of ethical issues, privacy violations, or biased AI decisions may arise. Companies should select providers committed to security, apply encryption–access control–monitoring, ensure AI explainability, and maintain feedback mechanisms to handle errors.
- Large-scale business transformation for complex enterprise architecture: Many enterprises struggle with AI adoption due to legacy systems, fragmented data, and inconsistent processes, resulting in complex and costly integrations. The solution is to start with small pilot projects, clean up data, build an “AI-ready” architecture, choose flexible platforms, and set out a clear expansion roadmap.
7. Future AI applications in manufacturing
AI is being widely adopted in manufacturing, with technologies such as predictive maintenance, automated quality control, smart work instructions, and supply chain optimization becoming the new standard. The global AI in manufacturing market reached USD 3.2 billion in 2023 and is expected to grow to around USD 20.8 billion by 2028. In addition, a survey of 350 manufacturers revealed that more than 70% have implemented at least one AI application in their operations - the most common being production automation, employee training, and customer service.
One prominent trend is the use of robots and collaborative robots (cobots) equipped with adaptive learning capabilities, working side by side with humans to handle repetitive or hazardous tasks. AI will also be more deeply integrated into quality control systems, using computer vision and deep learning to detect subtle defects that are difficult for the human eye to spot.
A more futuristic vision is “Industry 6.0” — a fully integrated AI system (generative AI + swarm robotics) capable of receiving requests in natural language, then automatically designing, manufacturing, and assembling products with minimal human intervention.
8. 2 frequently asked questions about ai applications in manufacturing
1 - Which company uses AI in manufacturing?
Many global companies have integrated AI into their manufacturing processes to improve productivity, ensure consistent quality, and reduce operating costs.
- PepsiCo, Frito-Lay: Use AI for predictive maintenance to reduce downtime and increase equipment productivity.
- Philips: Operates factories largely with robots to manufacture razors, while applying AI to monitor production lines and control quality.
- Siemens, IBM, GE, Amazon are also frequently mentioned, leveraging AI for automation, machine data analytics, computer vision defect detection, and production optimization.
2 - What is the application of artificial intelligence in manufacturing?
AI in manufacturing is applied across multiple aspects, each addressing specific challenges, including:
- Predictive maintenance: AI processes sensor data (temperature, vibration, humidity, etc.) to predict when machines may fail, enabling scheduled maintenance to reduce downtime and emergency repair costs.
- Product quality & automated defect detection: AI/computer vision identifies minor defects in shape, surface, alignment, or dimensions that manual inspection often misses.
- Process and supply chain optimization: AI analyzes input/output data, forecasts demand, coordinates raw materials and delivery schedules, and reduces unnecessary inventory or transportation costs.
- Productivity boost & automation: Robots handle repetitive or heavy tasks, while AI complements or replaces manual work for higher productivity with fewer errors.
The application of AI in manufacturing enables enterprises to enhance productivity and optimize costs. Companies that adopt this trend early will gain a sustainable competitive advantage in the future. If you are looking for a partner to implement AI applications in manufacturing, connect with TMA Solutions for consultation.
Contact information:
TMA SOLUTIONS - The leading smart manufacturing provider in Vietnam Email: sales@tmasolutions.com Website: https://www.tmasolutions.com/ Linkedin: TMA Solutions TMA Tower address: Street #10, Quality Tech Solution Complex (QTSC), Trung My Tay Ward, Ho Chi Minh City. |



